How Cast Nylon Is Made: The Anionic Polymerization Process Explained Simply

Introduction
The industrial demand for materials that outperform traditional metals in weight and wear resistance has led to the rise of Monomer Cast (MC) Nylon. At the heart of this material's superior performance is the cast nylon manufacturing process, a sophisticated chemical and mechanical journey known as anionic polymerization. Unlike standard plastic molding, which relies on melting pre-existing pellets, cast nylon is "grown" directly inside a mold from a liquid monomer. This transition from liquid caprolactam to a solid, high-molecular-weight polymer requires extreme precision in temperature, timing, and metering - capabilities that define the modern industrial casting landscape.
As global manufacturing shifts toward more durable, self-lubricating components, understanding the PA6 cast production process India and abroad has become essential for engineering leaders. At Zealot Inc., we don’t just observe this process; we engineer the precision dispensing systems that make it possible.
Key Takeaways
- Cast nylon is created through anionic polymerization, transforming liquid caprolactam into a high-density solid.
- The process produces a molecular weight significantly higher (100,000+) than injection-molded nylon (20,000–30,000).
- Precision metering and temperature control are the two most critical factors in preventing production failures.
- Cast nylon offers superior mechanical properties, including higher tensile strength and lower internal stress.
- Advanced automation in the MC nylon casting process ensures repeatability, reduces material waste, and eliminates exposure to hazardous fumes.
Why Cast Nylon Is Made Differently from Other Nylons
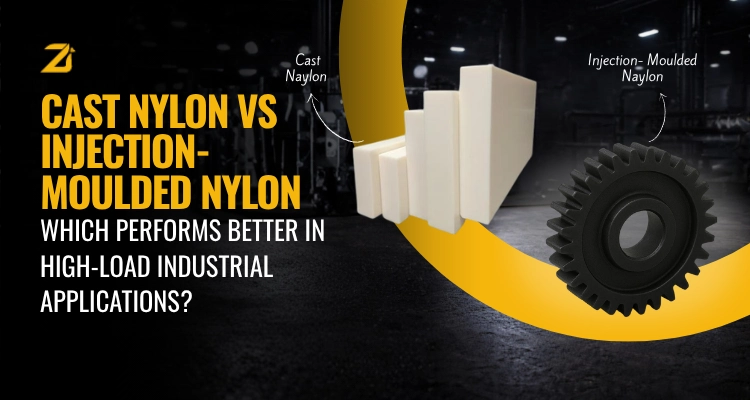
To understand the cast nylon manufacturing process, one must first distinguish it from traditional injection molding. Standard nylon (PA6) is typically produced via extrusion or injection molding, where solid polymer granules are melted and forced into a mold.
In contrast, the MC nylon casting process involves a chemical reaction known as pressureless casting. The polymerization occurs within the mold itself. Because the material transitions from a liquid monomer to a solid polymer at atmospheric pressure, the resulting component is virtually free of the internal stresses common in injection-molded parts.
The Molecular Advantage:
The anionic polymerization process allows for the formation of much longer polymer chains. While injection-molded nylon usually features a molecular weight between 20,000 and 30,000, cast nylon frequently exceeds 100,000. This higher molecular weight translates directly into:
- Increased crystalline structure (up to 45% vs. 30%).
- Superior wear resistance and impact strength.
- Higher heat deflection temperatures (150–200°C).
The Raw Material: What Is Caprolactam?
The foundation of the cast nylon manufacturing process is a single-ring monomer called Caprolactam. In its pure state, caprolactam is a white, crystalline solid with a melting point of approximately 69°C.
In the context of anionic polymerization caprolactam India remains a significant hub for production and sourcing, catering to industries ranging from automotive to heavy mining. Caprolactam is the precursor to Polyamide 6 (PA6). In the casting process, the "ring" of the caprolactam molecule is opened and linked to others to form long, robust chains. The purity of this raw material is paramount; even trace amounts of moisture can terminate the polymerization reaction prematurely, leading to brittle or incomplete parts.
The 5-Step Cast Nylon Manufacturing Process
- Melting and Preparation: Raw caprolactam, the base monomer, is melted under strict temperature control. Because the material is sensitive to moisture, it must be kept dry to ensure a high-quality molecular structure.
- Adding Chemical Triggers: A catalyst and activator are introduced to the liquid caprolactam to trigger the anionic polymerization reaction. Precise ratios are required to ensure consistent quality and production reliability.
- Precise Dispensing: The chemically primed mixture is dispensed into heated molds using advanced metering systems. These systems provide the precision needed for accurate flow and temperature stability.
- In-Mold Polymerization: The polymerization reaction occurs directly within the mold, forming high-molecular-weight chains. This process creates a material with superior tensile strength and wear resistance compared to injection-molded nylon.
- Finishing: Once the material solidifies and cools, the component is demolded. The resulting cast nylon is then ready for post-machining into gears, bearings, or other industrial parts.
Why Process Precision Is Everything (And where the dispensing machine matters)
In the world of high-performance polymers, "close enough" is never enough. The cast nylon manufacturing process is a balance of chemistry and mechanical engineering.
Automation Benefits:
- Repeatability: An automated Zealot system ensures that the 100th part has the exact same molecular density as the 1st.
- Mixing Ratio Accuracy: Even a 1% deviation in catalyst concentration can change the hardness or impact resistance of the final nylon.
- Energy Efficiency: Modern machines optimize the heating cycles, reducing the carbon footprint of the plant.
- Health & Safety: While traditional hand batch solutions expose operators to hazardous fumes, Zealot's automated machines feature enclosed dispensing and process controls that eliminate these health risks.
Zealot’s authority in this space stems from 30+ years of engineering precision. We recognize that the machine is not just a delivery tool; it is the "guardian" of the chemical reaction. Without precise metering and temperature control, the anionic polymerization of caprolactam simply cannot reach its full potential.
Common Production Failures and How Machines Prevent Them
| Failure Mode | Root Cause | The Machinery Solution |
|---|---|---|
| Air Bubbles / Pitting | High-velocity pouring or poor vacuum | Automated laminar flow dispensing and vacuum degasification. |
| Incomplete Polymerization | Moisture contamination or incorrect catalyst ratio | Sealed, nitrogen-purged tanks and high-precision metering pumps. |
| Material Inconsistency | Fluctuating mold or melt temperatures | PLC-controlled multi-zone heating systems. |
| Brittle Components | Rapid cooling or over-catalyzation | Controlled cooling cycles and precise additive injection. |
Comparison: Cast Nylon vs. Injection Molded Nylon
| Feature | Cast Nylon (MC Nylon) | Injection Molded Nylon (PA6) | Industrial Impact |
|---|---|---|---|
| Production Process | Anionic Polymerization | Melt Processing | Determines structural integrity and scalability of components. |
| Molecular Weight | 100,000+ | 20,000 – 30,000 | Higher molecular weight improves wear resistance and load-bearing capacity. |
| Internal Stress | Low to None | High (requires annealing) | Lower stress ensures dimensional stability and longer service life. |
| Tensile Strength | 70 – 100 MPa | 60 – 80 MPa | Higher strength supports heavy-duty industrial applications. |
| Water Absorption | 0.5% – 1.5% | 2.5% – 3.0% | Lower absorption improves performance in humid and wet environments. |
| Industrial Application | Large-scale, high-load parts | Small, high-volume parts | Helps in selecting the right material based on size and production needs. |
Conclusion
The cast nylon manufacturing process is a refined science that transforms a liquid monomer into a metal-replacing powerhouse. By mastering anionic polymerization, manufacturers can produce components that are lighter, stronger, and more durable than their traditionally molded counterparts.
However, the transition from caprolactam to a high-performance polymer depends entirely on process precision and safety. Traditional hand batch solutions are not only inconsistent but also pose significant health risks due to hazardous fumes. At Zealot Inc., we provide the automated technology that bridges the gap between raw chemistry and industrial excellence while ensuring a safe working environment. Whether you require a fully automated production line or a specialized semi-automatic station, the key to quality and safety lies in the machine.
Frequently Asked Questions (FAQs)

Digvijaysingh Rao
Head of Sales & Strategy
Digvijaysingh Rao leads sales and business development at Zealot Inc. He works closely with customers to understand their production challenges and recommend solutions that are practical and easy to maintain.